.jpg) For years, additive manufacturing equipment—machinery that builds 3D metal or plastic parts one tiny layer at a time—has enabled manufacturers to rapidly create prototypes of their new products. Additive processes, of which there are a few, make it possible for designers to generate net-shaped parts that would otherwise be costly, time-consuming or impossible to produce via machining, molding or other methods. The obvious next level for this technology, one that builders of additive manufacturing machines are working to reach, is the use of that equipment in production environments.
For years, additive manufacturing equipment—machinery that builds 3D metal or plastic parts one tiny layer at a time—has enabled manufacturers to rapidly create prototypes of their new products. Additive processes, of which there are a few, make it possible for designers to generate net-shaped parts that would otherwise be costly, time-consuming or impossible to produce via machining, molding or other methods. The obvious next level for this technology, one that builders of additive manufacturing machines are working to reach, is the use of that equipment in production environments.
The results of tests being performed at Royal Engineered Composites in Minden, Nebraska suggest that additive manufacturing technology—specifically, laser sintering of high-temperature PEEK thermoplastics (polyaryletherketones)—may be an effective production alternative for emerging commercial and military aerospace applications. The company, which specializes in structural composite components, is participating in a project that aims to establish a process for reliable production of high-temperature PEEK components using a newly developed laser sintering machine from Germany-based EOS. (The EOSINT P 800 high-temperature laser sintering machine at Royal is the first of its kind to be installed in North America.)
Once the process is certified, the company will be in a position to win new work from its aerospace customers creating high-temperature ducting used for cooling and heating avionics as well as brackets for attaching fuel systems and wiring. It might also leverage its experience with this new technology to enter the medical market, where PEEK thermoplastics are more commonly found.
 Earlier this year, I visited Royal to learn more about the company, its capabilities and its role in the government-funded additive manufacturing project.
Earlier this year, I visited Royal to learn more about the company, its capabilities and its role in the government-funded additive manufacturing project.
An Evolving Company
Royal Engineered Composites began in 1949 as Royal Plastic and specialized in plastics thermoforming. The name change in 2010 was appropriate, as its focus has since solidly shifted to structural composite components. Most of these are aerospace parts such as thrust reverser doors for jet engines, sandwich panel components, fairings and radomes.
The 120-person company has an array of manufacturing technologies in its clean 53,000- square-foot facility. Many components start in one of five clean room labs used for hand lay-up of composite plies in molds. Some of these labs have laser ply projectors installed in the ceiling that precisely project a laser outline onto molds to show workers where to position individual CNC-cut plies. Once lay-up is complete, the components are cured in one of five autoclaves. The company’s largest autoclave has a diameter of 8 feet, although a 10-foot-diameter unit will likely be purchased after a planned facility expansion.
Royal has its share of machining capacity, too. It has seven CNC mills, six of which are Haas Automation models ranging from three- to five- axis versions. The company’s biggest mill is a router with a 60- by 120-inch bed. This machine is fitted with a head from Tri-Tech that provides the fourth and fifth axes of movement.
Although the company machines some of its own fixtures, molds and vacuum chucks, it uses its mills primarily for production work. Approximately 95 percent of its composite components require trimming of excess material (typically 0.75 inch) around their periphery. Drilling and countersinking are other common machining operations. One interesting example of a job that requires a healthy amount of machining is the thrust reverser door components that are shown on the following page. These require a total of 7,000 holes measuring just 0.051 inch in diameter. For such small-scale drilling operations in an extremely abrasive material, the company uses a 70,000-rpm air spindle from Big Kaiser with custom, diamond-coated drills developed in conjunction with cutting tool companies Crystallume and RobbJack.
Royal views additive manufacturing as a complementary process to its existing in-house capabilities. The  process won’t necessarily take the place of any other manufacturing technique the company performs, but it may be the most effective option for certain applications. The high-temperature PEEK aircraft ducting looks to be such an application.
process won’t necessarily take the place of any other manufacturing technique the company performs, but it may be the most effective option for certain applications. The high-temperature PEEK aircraft ducting looks to be such an application.
Aircraft such as the supersonic F/A-18 Hornet currently use nylon as the material for complex ducting. Years ago, however, the Naval Air Systems Command (NAVAIR) urged Boeing to develop a process to create ducting from high-temperature thermoplastics via additive manufacturing because those materials retain excellent mechanical and chemical resistance properties even at elevated temperatures. Royal agreed to be part of this project with NAVAIR and Boeing.
The project, led by Royal’s Tim O’Dey, launched seven years ago. After thoroughly examining a number of additive processes, Mr. O’Dey determined that laser sintering offered the most promise in creating the ducting. That’s largely because, unlike some additive processes, it doesn’t require support structures for internal features such as overhangs and undercuts as a component is being produced. This is important because some aircraft ducting components have internal stratification veins, and support structures would be difficult or impossible to remove upon part completion.
Laser sintering creates 3D objects directly from 3D CAD data by using one or more CO2 lasers to selectively sinter powdered material in a controlled, nitrogen-filled chamber and powder bed. After a layer (typically 120 microns thick) is sintered, the powder bed lowers and a subsequent layer of material is deposited over the previous layer and sintered. The process repeats until all of the object’s layers have been sintered. Because a component is continually lowered in the powder bed during the build process, it ultimately rests in a bed of loose powder. After the component is removed from the bed, the excess powder is removed using brushes and simple hand tools.
At the onset of the project, though, no laser sintering machine maker offered a model that could generate the extreme temperatures needed to sinter high-temperature PEEK thermoplastics. The melting point of those materials ranges from 428°F to 716°F, which is as much as 390°F higher than is required to process conventional nylons. EOS was the only laser sintering machine maker that agreed to develop a model that could provide not only the necessary high temperatures, but also the thermal stability the process requires. The EOSINT P 800 it designed and installed at Royal early last year provides process temperatures as high as 725°F to enable effective processing of high-temperature thermoplastics.
Maintaining such an elevated a temperature level presented EOS with new design challenges regarding long-term stability, thermal expansion management and temperature distribution within the system. As a result, the EOSINT P 800 has insulating features, such as glass ceramics for its frame, to ensure proper temperature distribution, deliver the required mechanical accuracy and keep thermal expansion in check throughout the 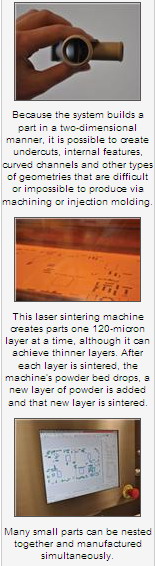 process.
process.
Ramping Up
Because Royal had no experience with additive manufacturing equipment, EOS provided the company with a nylon laser sintering machine to enable personnel to become comfortable with the additive process and programming software before receiving the EOSINT P 800 machine.
Just prior to the new machine’s arrival, Mr. O’Dey transitioned Kevin Christiansen into the lead role for this project. Mr. Christiansen is in charge of carrying out experiments with different PEEK materials and component geometries. Along with Jerry Chasek, chief additive machine operator, he has been performing tests in an attempt to qualify PEEK materials and establish repeatable process parameters for them. Data such as laser exposure time and operating temperatures is critical to proving that the additive manufacturing process can effectively produce flight-worthy components. The company expects to achieve process certification for the project around the middle of this year.
Along with laser sintering machine technology, materials for laser sintering are evolving, too. To date, Royal has tested more than 30 PEEK grades, working with Advanced Laser Materials (of which EOS is a majority shareholder), a developer of materials suitable for laser sintering.
Getting Production-Ready
Of course this process (as well as the equipment) has been developed with production in mind. For example, the EOSINT P 800’s control enables remote monitoring so shop personnel can see the current state of a job via the Internet. It is also possible to integrate a webcam to actually view the laser sintering machine in operation. The control can also be set up to automatically e-mail personnel whenever a machine alert occurs. It also collects a wealth of process data that can be used for reporting purposes.
During operation, the process chamber is filled with nitrogen supplied by two generators that convert shop air to nitrogen. In addition to upgrading its compressed air supply to provide 7 bars of pressure, Royal decided to provide battery backup to the generators so that the machine could continue working in the event power to the generators was interrupted. In addition, powder feed bins were created to continuously deliver powder to the machine. To make sintered part cleaning easier, the company created a work station next to the machine where workers load the machine’s removable powder bed after sintering is completed (and the bed cools) to remove and clean the components collected in the bed. A lift is used to transport the bed from the machine to the work station.
 Tending to the laser sintering machine is similar to how an operator oversees a machining center. Instead of listening to a cutting tool as it engages a workpiece, however, a laser sintering operator may listen to the powder re-coater to determine if a problem exists. Plus, the operator will examine sintered components to see if edges of individual layers have curled up at the ends, which occurs when a layer is not completely fused with the one below it. This indicates the process temperature is too low.
Tending to the laser sintering machine is similar to how an operator oversees a machining center. Instead of listening to a cutting tool as it engages a workpiece, however, a laser sintering operator may listen to the powder re-coater to determine if a problem exists. Plus, the operator will examine sintered components to see if edges of individual layers have curled up at the ends, which occurs when a layer is not completely fused with the one below it. This indicates the process temperature is too low.
Royal is also testing finishing operations such as polishing and bead blasting should future customers request it.
Opportunities Are Out There
Mr. O’Dey points out that the military will require a significant volume of high-temperature ducting work to satisfy its needs. So opportunities exist for shops that are willing to bring laser sintering in-house. In addition, Royal is working with two commercial aerospace manufacturers seeking their own certified processes for high-temperature PEEK components.
And while Royal isn’t actively pursuing medical work at this time, some medical OEMs have approached the company after learning about its additive manufacturing capabilities for PEEK. In the end, additive manufacturing may prove to lead the company to serve the medical industry as well.

